


Das Qualitätsmanagement für bearbeitete Werkstücke ist von größter Bedeutung. Das Qualitätsmanagement stellt nicht nur sicher, dass die Produkte den geforderten Spezifikationen entsprechen, sondern trägt auch dazu bei, die Produktivität und Effizienz zu verbessern und gleichzeitig den Ausschuss zu verringern. In diesem Blogbeitrag werden wir untersuchen, wie Qualitätsmanagement funktioniert, und einige gängige Maßnahmen zur Qualitätskontrolle in der zerspanenden Industrie erörtern.
Eine gängige Maßnahme zur Qualitätskontrolle in der zerspanenden Industrie ist eine Vermessung mit einer taktilen Messmaschine. Bei dieser Art von Maschine werden Taster verwendet, um die Abmessungen von Werkstücken mit großer Genauigkeit zu messen. Die Taster sind in der Lage, selbst kleinste Abweichungen von den gewünschten Maßen zu erkennen, sodass eine schnelle und genaue Qualitätskontrolle möglich ist.
 Die Messtaster einer taktilen Messmaschine arbeiten, indem sie die Abweichung des bearbeiteten Werkstücks von den gewünschten Abmessungen erfassen. Die Taster berühren die Oberfläche des Werkstücks und messen die Verschiebung zwischen den beiden Punkten. Diese Verschiebung wird dann in einen Maßwert umgewandelt, mit dem festgestellt werden kann, ob das Werkstück den geforderten Spezifikationen entspricht.
Die Messtaster einer taktilen Messmaschine arbeiten, indem sie die Abweichung des bearbeiteten Werkstücks von den gewünschten Abmessungen erfassen. Die Taster berühren die Oberfläche des Werkstücks und messen die Verschiebung zwischen den beiden Punkten. Diese Verschiebung wird dann in einen Maßwert umgewandelt, mit dem festgestellt werden kann, ob das Werkstück den geforderten Spezifikationen entspricht.
Die Nachteile einer taktilen Messmaschine sind ihre langsame Geschwindigkeit und die Tatsache, dass sie nur zwei Punkte auf einmal messen kann. Außerdem können die Taster beschädigt werden, wenn sie mit Schmutz oder scharfen Kanten des Werkstücks in Berührung kommen. Einige gängige Hersteller von taktilen Messgeräten sind Mahr, Starrett und Mitutoyo.
Eine taktile Messmaschine kostet normalerweise zwischen 10.000 und 50.000 Euro.
Bei jeder taktilen Messmaschine kann es zu Messfehlern kommen, die von den Fähigkeiten des Bedieners und dem Zustand des Werkstücks abhängen. Die Taster einer taktilen Messmaschine können beschädigt werden, wenn sie mit Schmutz oder scharfen Kanten des Werkstücks in Berührung kommen, was zu ungenauen Messungen führen kann. Außerdem muss der/die Bediener/in im Umgang mit der Maschine geübt sein, um genaue Messwerte zu erhalten.
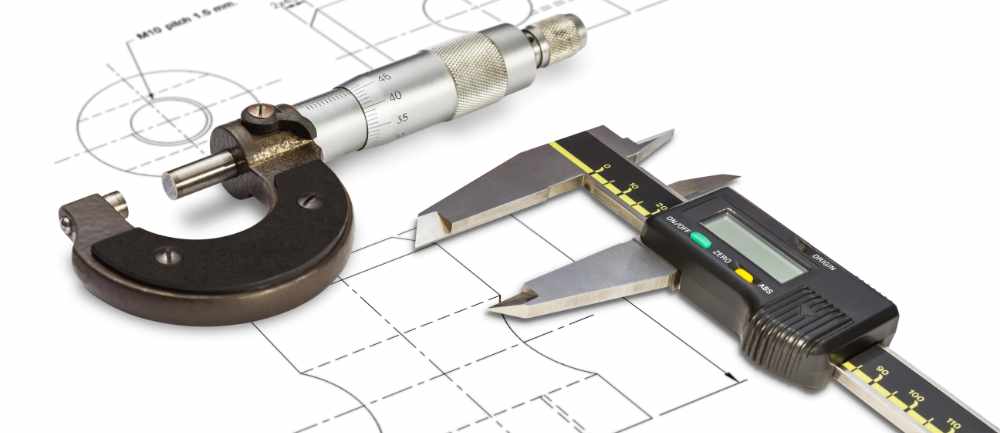 Ein Messschieber ist eine Art taktile Messmaschine, die zum Messen der Dicke oder Breite eines Werkstücks verwendet wird. Die Taster eines Messschiebers sind in der Lage, ein Werkstück in drei Dimensionen zu messen, wodurch genauere Messungen möglich sind.
Ein Messschieber ist eine Art taktile Messmaschine, die zum Messen der Dicke oder Breite eines Werkstücks verwendet wird. Die Taster eines Messschiebers sind in der Lage, ein Werkstück in drei Dimensionen zu messen, wodurch genauere Messungen möglich sind.
Ein Messschieber ist eine Art taktile Messmaschine, die zum Messen der Dicke oder Breite eines Werkstücks verwendet wird. Die Messfühler eines Messschiebers sind in der Lage, ein Werkstück in drei Dimensionen zu messen, wodurch genauere Messungen möglich sind. Einige bekannte Hersteller von Messschiebern sind Mitutoyo und Brown and Sharpe.
Ein guter Messschieber kostet normalerweise zwischen 200 und 1.000 Euro. Günstige Messschieber gibt es allerdings auch für unter 100€.
Die Toleranzen für bearbeitete Teile können je nach Anwendung und Art des bearbeiteten Teils variieren. Im Allgemeinen sind die Toleranzen bei bearbeiteten Teilen jedoch viel enger als bei Guss- oder Schmiedeteilen. Das liegt daran, dass die Toleranzen bei maschinell bearbeiteten Teilen genauer kontrolliert werden können, was zu einer höheren Qualität des Produkts führt.
Eine weitere gängige Maßnahme zur Qualitätskontrolle in der zerspanenden Industrie ist eine optische Messmaschine. Diese Art von Maschine verwendet Laser und Sensoren, um die Abmessungen von Werkstücken mit hoher Genauigkeit zu messen. Die Laser sind in der Lage, selbst die kleinsten Abweichungen von den gewünschten Maßen zu erkennen und ermöglichen so eine schnelle und genaue Qualitätskontrolle.
Problem: Wenn es um Qualitätskontrolle geht, gibt es keinen Raum für Fehler
Um sicherzustellen, dass die Produkte den geforderten Spezifikationen entsprechen, müssen die Hersteller die bestmöglichen Methoden zur Qualitätskontrolle anwenden.
Lösung: die 3D-Messung ist die bestmögliche Methode für die Qualitätskontrolle. Mit der 3D-Messung können Hersteller selbst kleinste Abweichungen von den gewünschten Maßen erkennen und so eine schnelle und genaue Qualitätskontrolle durchführen.
Inhaltsverzeichnis
Wie funktionieren die 3D-Messungen?
 Bei 3D-Messungen werden Laser und Sensoren eingesetzt, um ein dreidimensionales Bild des zu messenden Objekts zu erstellen. Dieses Bild wird dann verwendet, um die Abmessungen des Objekts mit hoher Genauigkeit zu bestimmen. Mit der 3D-Messung können Hersteller selbst kleinste Abweichungen von den gewünschten Maßen erkennen und so eine schnelle und genaue Qualitätskontrolle durchführen. Einige der Hersteller für 3D-Messungen sind Hexagon, Carl Zeiss, Nikon, Trimble und Faro.
Bei 3D-Messungen werden Laser und Sensoren eingesetzt, um ein dreidimensionales Bild des zu messenden Objekts zu erstellen. Dieses Bild wird dann verwendet, um die Abmessungen des Objekts mit hoher Genauigkeit zu bestimmen. Mit der 3D-Messung können Hersteller selbst kleinste Abweichungen von den gewünschten Maßen erkennen und so eine schnelle und genaue Qualitätskontrolle durchführen. Einige der Hersteller für 3D-Messungen sind Hexagon, Carl Zeiss, Nikon, Trimble und Faro.
Die Kosten für eine 3D-Messmaschine können je nach Typ und Marke der Maschine variieren. Im Allgemeinen sind 3D-Messmaschinen jedoch teuer und können zwischen mehreren Tausend und über hunderttausend Euro kosten.
Auch bei 3D-Messungen kann es zu Messfehlern kommen, je nach Geschick des Bedieners und dem Zustand des Werkstücks. Die Taster einer 3D-Messmaschine können, wie bei einer taktilen Messmaschine, beschädigt werden, wenn sie mit Schmutz oder scharfen Kanten des Werkstücks in Berührung kommen, was zu ungenauen Messungen führen kann. Außerdem muss der Bediener im Umgang mit der Maschine geübt sein, um genaue Messwerte zu erhalten.
Bei der Qualitätsprüfung werden die Abmessungen des Werkstücks mit den gewünschten Abmessungen verglichen. Wenn das Werkstück die geforderten Spezifikationen erfüllt, wird es zur weiteren Bearbeitung weitergeleitet. Entspricht das Werkstück nicht den geforderten Spezifikationen, wird es abgelehnt und zur Nacharbeit zurückgeschickt.
Der Qualitätsprüfer setzt eine Vielzahl von Werkzeugen und Geräten ein, um die Maße des Werkstücks zu messen, darunter Messschieber, taktile Lehren und optische Messmaschinen. Durch den Einsatz verschiedener Messmethoden kann sich der Prüfer ein genaueres Bild von der Qualität des Werkstücks machen.
Ein Dimensionsbericht ist in der Regel wie folgt aufgebaut:
- Der Name des Teils
- Das Material, aus dem das Teil hergestellt ist
- Die Abmessungen des Teils in Zoll oder Millimetern
- Die Toleranzen für jedes Maß
- Die Art der Messung, mit der die Maße ermittelt wurden
 Es gibt eine Reihe von Qualitätsmethoden, mit denen sichergestellt werden kann, dass die Produkte die erforderlichen Spezifikationen erfüllen. Zu den gebräuchlichsten Qualitätskontrollmaßnahmen in der zerspanenden Industrie gehören Messmaschinen, wie z. B. Messschieber und optische Messmaschinen, und die Stichprobenprüfung. Mit Messmaschinen können die Hersteller selbst kleinste Abweichungen von den gewünschten Maßen feststellen und so eine schnelle und genaue Qualitätskontrolle durchführen. Bei der Stichprobenprüfung wird eine kleine Produktprobe aus der Produktionslinie entnommen und daraufhin geprüft, ob sie den erforderlichen Spezifikationen entspricht. Entspricht die Probe nicht den Anforderungen, wird die gesamte Charge zurückgewiesen.
Es gibt eine Reihe von Qualitätsmethoden, mit denen sichergestellt werden kann, dass die Produkte die erforderlichen Spezifikationen erfüllen. Zu den gebräuchlichsten Qualitätskontrollmaßnahmen in der zerspanenden Industrie gehören Messmaschinen, wie z. B. Messschieber und optische Messmaschinen, und die Stichprobenprüfung. Mit Messmaschinen können die Hersteller selbst kleinste Abweichungen von den gewünschten Maßen feststellen und so eine schnelle und genaue Qualitätskontrolle durchführen. Bei der Stichprobenprüfung wird eine kleine Produktprobe aus der Produktionslinie entnommen und daraufhin geprüft, ob sie den erforderlichen Spezifikationen entspricht. Entspricht die Probe nicht den Anforderungen, wird die gesamte Charge zurückgewiesen.
Qualitätsprobleme können im Rohling durch eine Reihe von Faktoren entstehen, z. B:
- Falsche Werkzeugbestückung
- Falsche Bearbeitungsparameter
- Falsche Vorschubgeschwindigkeiten
- Falsche Schnittgeschwindigkeiten
- Ungeeignete Werkstückspannung
Auch bei Fertigteilen kann es zu Qualitätsproblemen kommen, wenn der Herstellungsprozess nicht korrekt durchgeführt wird. Einige der häufigsten Qualitätsprobleme bei Fertigteilen sind:
- Falsche Abmessungen
- Fehler bei der Toleranzüberlagerung
- Ausbrüche
- Fehler beim Schweißen
- Grate
- Kratzer
Ein Maßprotokoll ist ein Dokument, in dem die Maße eines Werkstücks aufgeführt sind. Der Prüfer vergleicht anhand des Maßberichts die Maße des Werkstücks mit den gewünschten Maßen. Wenn das Werkstück die Anforderungen erfüllt, wird der Bericht zur weiteren Bearbeitung weitergeleitet. Erfüllt das Werkstück die Anforderungen nicht, wird der Bericht dazu verwendet, die Ursache des Qualitätsproblems zu ermitteln und festzulegen, welche Abhilfemaßnahmen ergriffen werden müssen.
Es gibt eine Reihe von Korrekturmaßnahmen, die ergriffen werden können, um die Qualität der bearbeiteten Werkstücke zu verbessern, darunter:
- Anpassen des Werkzeugs
Wenn das Werkstück nicht den geforderten Spezifikationen entspricht, besteht die erste Korrekturmaßnahme, die der Prüfer in der Regel vornimmt, in der Einstellung des Werkzeugs. Der Prüfer stellt sicher, dass das Werkzeug richtig eingestellt ist und innerhalb der richtigen Toleranzen liegt. Wenn das Werkzeug nicht richtig eingestellt ist, kann es zu Abweichungen bei den Abmessungen des Werkstücks kommen, was zu Qualitätsproblemen führen kann.
- Anpassen der Bearbeitungsparameter
Wenn das Werkstück nicht den geforderten Spezifikationen entspricht, kann der Prüfer die Bearbeitungsparameter anpassen. Der Prüfer stellt sicher, dass die Bearbeitungsparameter innerhalb der richtigen Toleranzen liegen. Wenn die Bearbeitungsparameter nicht richtig eingestellt sind, kann es zu Abweichungen bei den Abmessungen des Werkstücks kommen, was zu Qualitätsproblemen führen kann.
- Ändern der Schnittgeschwindigkeit
Wenn das Werkstück nicht den geforderten Spezifikationen entspricht, kann der/die Prüfer/in die Schnittgeschwindigkeit ändern. Das Anpassen der Schnittgeschwindigkeit kann dazu beitragen, die Qualität des Werkstücks zu verbessern, indem sichergestellt wird, dass das Werkzeug mit der richtigen Geschwindigkeit schneidet.
- Einstellen oder Ersetzen ungeeigneter Werkstückklemmen
Wenn das Werkstück nicht den geforderten Spezifikationen entspricht, besteht eine der möglichen Korrekturmaßnahmen darin, ungeeignete Werkstückklammern einzustellen oder auszutauschen. Unsachgemäß eingespannte Werkstücke können eine Reihe von Qualitätsproblemen verursachen, z. B. eine schlechte Oberflächengüte und falsche Abmessungen.
- Anpassen der Vorschubgeschwindigkeiten
Wenn das Werkstück nicht den geforderten Spezifikationen entspricht, besteht eine der möglichen Korrekturmaßnahmen darin, die Vorschubgeschwindigkeit anzupassen. Die Anpassung der Vorschubgeschwindigkeiten kann dazu beitragen, die Qualität des Werkstücks zu verbessern, indem sichergestellt wird, dass das Material mit einer gleichmäßigen Geschwindigkeit in die Maschine eingezogen wird.
- Verbessern der Werkstückspannung
Einer der Hauptgründe für schlechte Qualität bei bearbeiteten Werkstücken ist eine schlechte Werkstückspannung. Wenn das Werkstück nicht richtig eingespannt ist, kann dies zu einer Reihe von Qualitätsproblemen führen, z. B. zu einer schlechten Oberflächengüte und falschen Abmessungen.
Es gibt eine Reihe von Möglichkeiten, wie du die Qualität deiner Werkstückspannung verbessern kannst:
- Sicherstellen, dass das Werkstück sicher eingespannt ist
Wenn das Werkstück nicht sicher eingespannt ist, kann es sich bewegen und Qualitätsprobleme verursachen. Du kannst die Qualität deiner Werkstückeinspannung verbessern, indem du sicherstellst, dass das Werkstück sicher eingespannt ist. Das kannst du erreichen, indem du griffige Zwingen verwendest oder das Werkstück mit Magneten festhältst.
- Verstellbare Zwingen verwenden
Wenn das Werkstück an verschiedenen Stellen seiner Oberfläche bearbeitet werden muss, kannst du verstellbare Zwingen verwenden, um die Qualität deiner Werkstückspannung zu verbessern. Mit verstellbaren Zwingen kannst du die Position der Zwinge so einstellen, dass sie perfekt auf den zu bearbeitenden Teil des Werkstücks ausgerichtet ist. So kannst du sicherstellen, dass sich das Werkstück nicht zwischen Werkstück und Spanner bewegt, was zu Qualitätsproblemen führen kann.
- Verwendung eines Schraubstocks
Prozessüberwachung und Automatisierung
Wenn du ein großes oder schweres Werkstück bearbeitest, kannst du einen Schraubstock verwenden, um die Qualität deiner Werkstückspannung zu verbessern. Ein Schraubstock hält das Werkstück sicher fest und verhindert, dass es sich während der Bearbeitung bewegt. So kannst du sicherstellen, dass es keine Qualitätsprobleme durch Bewegungen zwischen Werkstück und Werkzeug gibt.
Die neuesten Technologien und Strategien zur automatisierten Prozessüberwachung und Echtzeit-Qualitätskontrolle beim CNC-Fräsen haben das Bearbeiten auf ein neuen Niveau gehoben. Eine zentrale Rolle spielt dabei intelligente Sensorsysteme. Moderne CNC-Maschinen sind heutzutage mit hochpräzisen Sensoren ausgestattet, die während des gesamten Bearbeitungsprozesses kontinuierlich Daten sammeln. Diese Sensoren ermöglicht es, Schneidkräfte und Vibrationen in Echtzeit zu überwachen. Außerdem können sie dimensionale Messungen am Werkstück durchführen, während dieses noch in der Bearbeitung ist. Ein entscheidende Vorteil ist die frühzeitige Erkennung von Werkzeugverschleiß oder sogar Werkzeugbruch, was sonst zu massiven Produktionsausfällen führen könnte.
Darüber hinaus kommen adaptive Steuerungssysteme zum Einsatz. Diese Systeme nutzt die erfassten Sensordaten, um automatisch Anpassungen an den Schnittparametern vorzunehmen, sodass stets optimale Schnittbedingungen herrschen. Dieser Automatismus sorgt nicht nur für eine höhere Präzision, sondern minimiert auch die Eingriffe des Bedieners, was die Effizienz steigert.
Ein weiterer, entscheidender Fortschritt liegt in der fortschrittlichen Datenanalyse. Dank leistungsstarker Computersysteme können die Sensordaten in Echtzeit verarbeitet werden. Dies hat den Vorteil, dass Abweichungen vom Sollprozess sofort erkannt werden. Auch potenzielle Qualitätsprobleme können vorzeitig identifiziert und vorhergesagt werden. Auf Basis dieser Daten werden die Bearbeitungsparameter automatisch angepasst, was die Bearbeitungsgenauigkeit signifikant verbessert. Besonders interessant ist der Einsatz von maschinellem Lernen. KI-Algorithmen erkennt Muster in den Prozessdaten und optimieren so die Qualitätskontrolle. Sie können sogar den Werkzeugverschleiß präzise vorhersagen, was die Planung von Wartungsarbeiten erheblich erleichtert.
Mit der fortschreitenden Integration von CNC-Maschinen in vernetzte Produktionssysteme nach dem Prinzip der Industrie 4.0 hat sich die Effizienz weiter erhöht. Die zentrale Überwachung mehrere Maschinen ist jetzt möglich, und der Datenaustausch zwischen verschiedenen Produktionssystemen sorgt für eine verbesserte Rückverfolgbarkeit und Qualitätssicherung. Dies ist besonders in groß angelegten Fertigungsumgebungen ein enormer Vorteil.
Auch die automatisierte Qualitätskontrolle spielt eine immer größere Rolle. Inline-Messtechniksysteme sind inzwischen fest in den Fertigungsprozess integriert. Diese fortschrittliche Messsysteme ermöglichen es, nach jedem Bearbeitungsschritt automatische Dimensionsprüfungen durchzuführen. Treten Abweichungen auf, erfolgen sofortige Korrekturen, sodass Ausschuss und Nacharbeit auf ein Minimum reduziert wird. In Kombination mit hochauflösenden Kameras und KI-gestützter Bildverarbeitung können Oberflächeninspektionen in Echtzeit durchgeführt werden. Defekte oder Unregelmäßigkeiten werden sofort erkannt, und die Produktqualität wird lückenlos dokumentiert.
Ein weiteren Aspekt, der nicht vernachlässigt werden darf, ist die präventive Wartung. Die kontinuierliche Zustandsüberwachung von Maschinenkomponenten ermöglicht es, Verschleiß oder potenzielle Fehlfunktionen frühzeitig zu erkennen. So lassen sich Wartungsarbeiten rechtzeitig planen, was ungeplante Ausfallzeiten minimiert. Gleichzeitig wird die Lebensdauer und Leistungsfähigkeit der Maschinen optimiert.
Diese modernen Technologien und Strategien sorgt nicht nur für eine erhebliche Steigerung der Effizienz und Präzision der CNC-Bearbeitungsprozesse, sondern trägt auch dazu bei, die Qualitätskontrolle zu automatisieren und zu verbessern. In der heutige wettbewerbsorientierten Fertigungslandschaft sind solche Innovationen unverzichtbar, um höchste Produktqualität bei maximaler Produktivität sicherzustellen.
Risikomanagement in der Fertigung
Risikomanagement in der CNC-Fertigung ist ein entscheidender Faktor, um fehlerhafte Teile zu verhindern. Dabei spielen verschiedene Strategien und Technologien eine wichtige Rolle. Eines der zentralen Elemente ist die Prozessüberwachung in Echtzeit. Moderne CNC-Maschinen sind mit hochpräzisen, intelligenten Sensorsystemen ausgestattet, die kontinuierlich Daten während der Bearbeitung erfassen. Diese Sensoren ermöglichen es, Schneidkräfte und Vibrationen in Echtzeit zu überwachen. Zudem führen sie dimensionale Messungen des Werkstücks durch, was uns erlaubt, während des Prozesses ständig die Qualität zu kontrollieren. Besonders wichtig ist hier die Fähigkeit, Verschleiß oder sogar Brüche am Werkzeug frühzeitig zu erkennen. Das spart nicht nur Kosten, sondern reduziert auch die Ausfallzeiten erheblich.
Ein weiterer Vorteil dieser Technologie ist die adaptive Steuerung. Diese Systeme greifen auf die Sensordaten zurück und passen die Schnittbedingungen automatisch an, um immer optimale Bedingungen zu gewährleisten. So bleibt die Qualität konstant hoch, während der Prozess im Hintergrund weiterläuft.
Die fortschrittliche Datenanalyse ist ein weiterer Pfeiler des Risikomanagements. Dank leistungsfähiger Computersysteme können die erfassten Sensordaten in Echtzeit verarbeitet werden. Das hat den Vorteil, dass Abweichungen vom Sollprozess sofort erkannt werden. Treten Anomalien auf, können sie direkt behoben werden. Darüber hinaus lassen sich durch die Analyse potenzielle Qualitätsprobleme vorhersagen, was uns erlaubt, proaktiv zu reagieren, bevor überhaupt ein Fehler auftritt. Diese Echtzeit-Verarbeitung ermöglicht auch die automatische Anpassung der Bearbeitungsparameter. Hier kommt maschinelles Lernen ins Spiel: KI-Algorithmen erkennen Muster in den Prozessdaten und helfen, die Qualitätskontrolle weiter zu optimieren. Sie können beispielsweise den Verschleiß eines Werkzeugs frühzeitig vorhersagen und so ungeplante Stillstände verhindern.
Automatisierte Qualitätskontrolle ist ein weiterer Schlüssel zum erfolgreichen Risikomanagement. Fortschrittliche Inline-Messtechnik ist direkt in den Produktionsprozess integriert. Dies bedeutet, dass nach jedem Bearbeitungsschritt eine automatische Dimensionsprüfung durchgeführt wird. Treten Abweichungen auf, werden sofortige Korrekturen vorgenommen. Dies reduziert nicht nur den Ausschuss, sondern auch die Nacharbeit auf ein Minimum. Unterstützt wird dies durch Bildverarbeitungssysteme. Hochauflösende Kameras und KI-gestützte Bildanalyse kommen zum Einsatz, um die Oberflächen der Werkstücke in Echtzeit zu inspizieren und Defekte sofort zu erkennen.
Nicht zu vernachlässigen ist die präventive Wartung. Die kontinuierliche Zustandsüberwachung der Maschinenkomponenten spielt eine große Rolle im Risikomanagement. Verschleiß oder Fehlfunktionen werden frühzeitig erkannt, was uns ermöglicht, Wartungsarbeiten rechtzeitig zu planen und somit ungeplante Ausfallzeiten zu vermeiden. Durch diese Maßnahmen wird nicht nur die Maschinenlebensdauer optimiert, sondern auch ihre Leistung maximiert.
Ein Aspekt, der oft übersehen wird, ist die Schulung und Kompetenzentwicklung der Bediener. Effektives Risikomanagement erfordert gut ausgebildetes Personal. Regelmäßige Schulungen sind entscheidend, damit die Bediener und Techniker potenzielle Risiken erkennen und wissen, wie sie diese vermeiden können. Auch die Fähigkeit, Überwachungsdaten richtig zu interpretieren, wird so gestärkt. Je schneller die Bediener auf auftretende Probleme reagieren können, desto geringer das Risiko für fehlerhafte Teile.
Durch die Kombination all dieser Ansätze kann das Risiko fehlerhafter Teile in der CNC-Fertigung erheblich reduziert werden. Gleichzeitig steigern Unternehmen damit die Effizienz und die Qualität der Produktion. Und genau das ist unser Ziel.